



Weegexperts
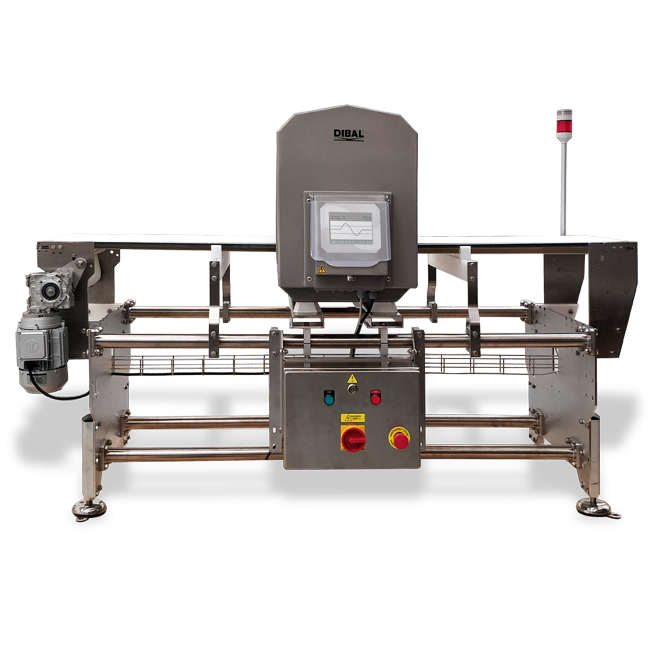
Metal detectors with conveyor belt Dibal MD-5700 Series
Metal detectors with conveyor belt Dibal MD-5700 Series
Contact us for a quote
Request Quote
Couldn't load pickup availability
Metal detection systems with touchscreen, tunnel, and conveyor belt designed for the food industry.
Features:
Features:
- Multi-frequency.
- Variable conveyor belt speed.
- "Auto-setup" with fault suppression and automatic sensitivity calibration.
- Digital multi-filter: Ensures maximum stability in harsh environments.
- Auto-balance: Automatically detects and compensates for any signal changes (e.g., temperature variations).
- Accurate detection area: Pinpoints the exact location of the metal particle in the detection field for easy separation.
- Auto-monitoring: Checks the proper operation of the equipment.
- Automatic cancellation of product effects, with the ability to measure product parameters in real-time.
- Dynamic self-control (monitoring changes in product properties) ensures maximum sensitivity in every operation.
- Safety: Access secured by three password levels.
Construction:
- Structure:
- AISI 304 stainless steel tunnel with IP66 protection (IP69K optional).
- Anodized aluminum frame (AISI 304 stainless steel optional).
- IP66 protection (IP69K optional).
- AISI 304 stainless steel control box with IP69 protection.
- Motor-driven conveyor belt with IP55 protection (IP66 optional).
- Belts:
- Smooth rigid or modular.
- Interface:
- 5.7-inch color touchscreen (protective cover included).
- Optional features include:
- Increased conveyor belt length.
- Optical reject sensor + optical full bin sensor.
- Rejection system.
- Methacrylate protection tunnel.
- Locked with key bucket.
- Visual and acoustic alarm.
Communication to PC:
- RS-232.
- Ethernet.
- Optional WiFi.
- USB port for exporting detection reports, configuration changes, and backups.
Power supply:
- 100-240 V AC, 50/60 Hz.

- Choosing a selection results in a full page refresh.